

 扫一扫
扫一扫
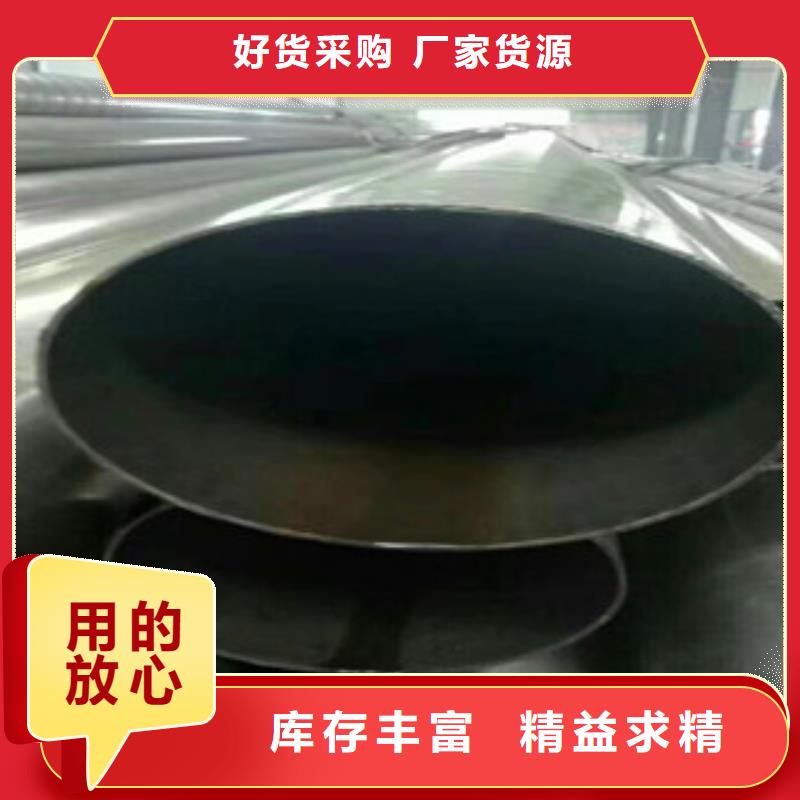
精密无缝钢管45号无缝精密钢管自主研发")
管材在温加工温度范围内(室温以上,再结晶温度以下)的拉拔,目的是减小拉拔时的应力和拔制力,以增加道次变形量,强化变形过程,减少道次和提高拉拔生产效率。温拔时管材的加热方式有接触式和感应式两种。采用感应加热时被加热的管子和感应线圈必须严格同心,才能保证圆周上两者之间的间隙一致和加热均匀;另外在出现拔制过程停顿时管子容易过热。由于此原因,温拔以采用电接触加热居多,其拔制过程和装置见图。
精密无缝钢管45号无缝精密钢管自主研发")
精密无缝钢管45号无缝精密钢管自主研发")
精密无缝钢管45号无缝精密钢管自主研发")
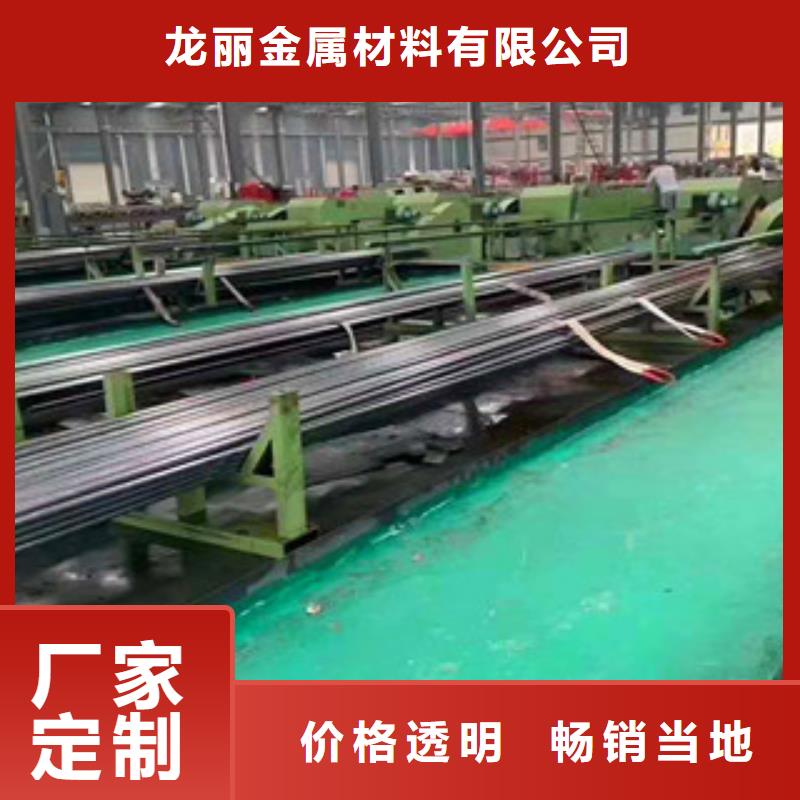
龙丽金属材料有限公司位于东昌府区开发区蒋官屯街道办事处前屯工业园,地理位置优越,交通运输十分方便。 公司经过二十几年的努力,形成一家具有产品开发、制造、销售于一体的综合性厂家。公司产品远销全国各地。现公司生产的产品种类有 精拉无缝钢管、。 公司技术力量雄厚,检测设施完善,设备齐全。公司在发展过程中坚持科研、设计和生产服务相结合,以科技投入为先导,以先进的设备,过硬的质量为保障,优质快捷的售后服务赢得了广大客户的信赖。公司将继续与社会各界通力合作。并竭诚希望各界朋友能一如既往的支持和关心我同温层司的发展。
精密无缝钢管45号无缝精密钢管自主研发")
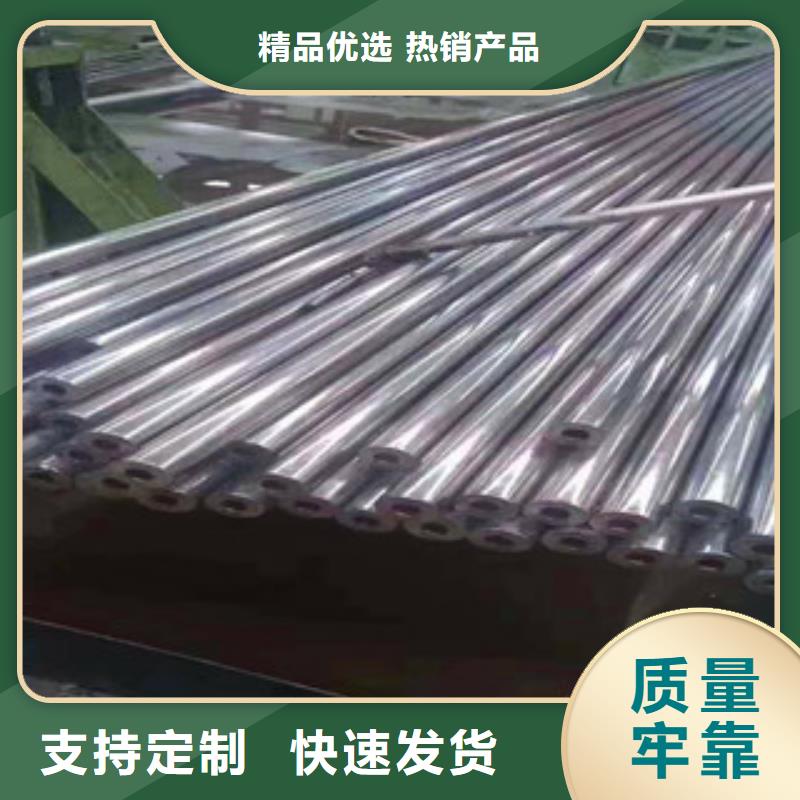
精密钢管生产方式:
(10)流体动力润滑拔管。图9为流体动力润滑拔管的示意图。拔管时在拔管模前安装一个压力管,压力管具有一定的长度lH,其内壁与管料外表面之间只存在较小的间隙。拔制过程中,润滑剂由向前移动的管材携带通过压力管到达变形区前。由于压力管内壁与管材表面之间的间隙较小,而拔制后随管材一起离开变形区的润滑剂又比较少,因此,润滑剂在通过压力管时受到强力的挤压,润滑膜的压力P逐渐升高,这就是流体动压的效应,它是建立流体动力润滑拔制的物理基础。若在变形区前润滑膜的压力达到足以使管材表面和模壁分开,使两者之间完全充满润滑剂,形成液体摩擦,这样可大大改善润滑条件,达到降低拔制力提高道次变形量以及减少模具消耗的目的。实现流体动力润滑拔管的基本条件是:有一个具有一定长度的压力管,拔制速度较高,使用粘度较高的润滑剂。流体动力润滑主要用于无芯棒拔管。
精密无缝钢管45号无缝精密钢管自主研发")
精密无缝钢管45号无缝精密钢管自主研发")
技术支持:k797.com